西门子PLC与信捷伺服精准同步方案:MODBUS通讯实现齿轮比实时调节,威纶通触摸屏定制支持高...
接下来,通过PLC的MODBUS RTU通讯,实时修改伺服驱动器的齿轮比。我们通过MODBUS协议,向伺服驱动器发送指令,调整齿轮比,从而改变伺服电机的转速。总的来说,这个案例程序通过PLC和伺服的通讯,实现了精准的同步运动。将编码器直接连接到伺服驱动器上,然后通过plc的MODBUS RTU通讯,实时修改伺服驱动器的齿轮比,进行同步速度的调节,这种方法几乎没有延迟,精度较高,适合一些对同步速度要
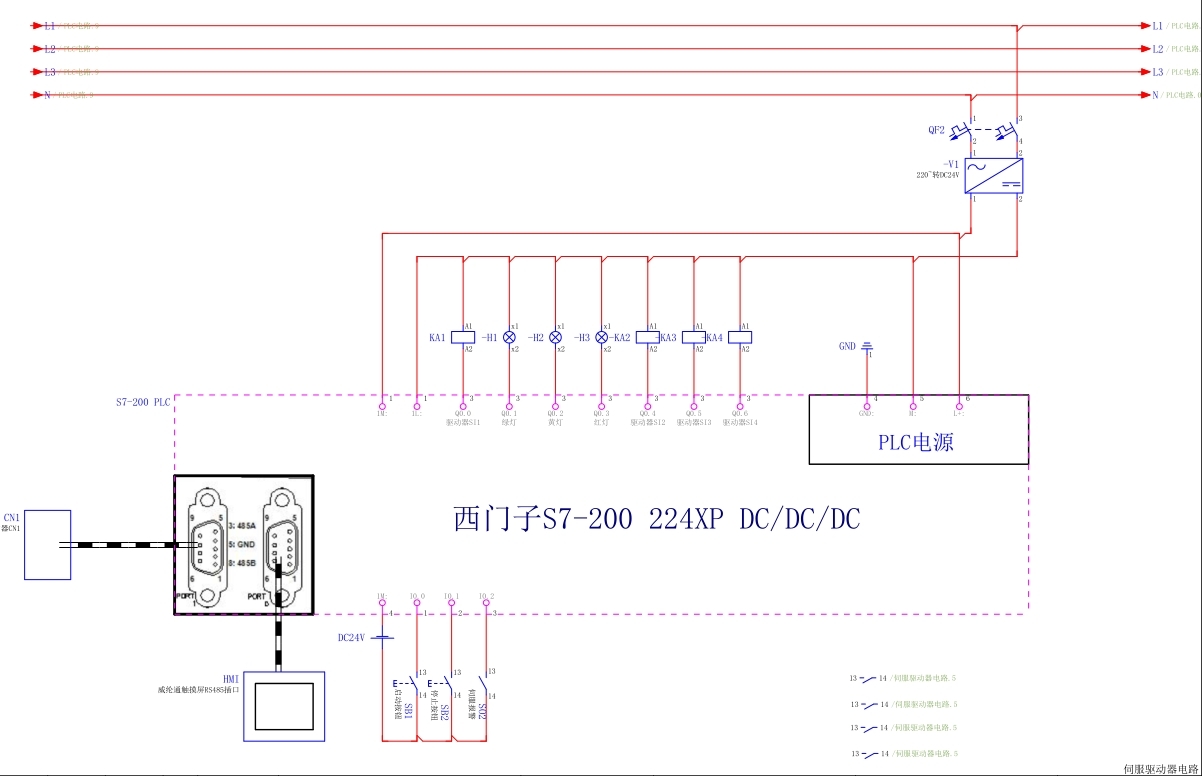
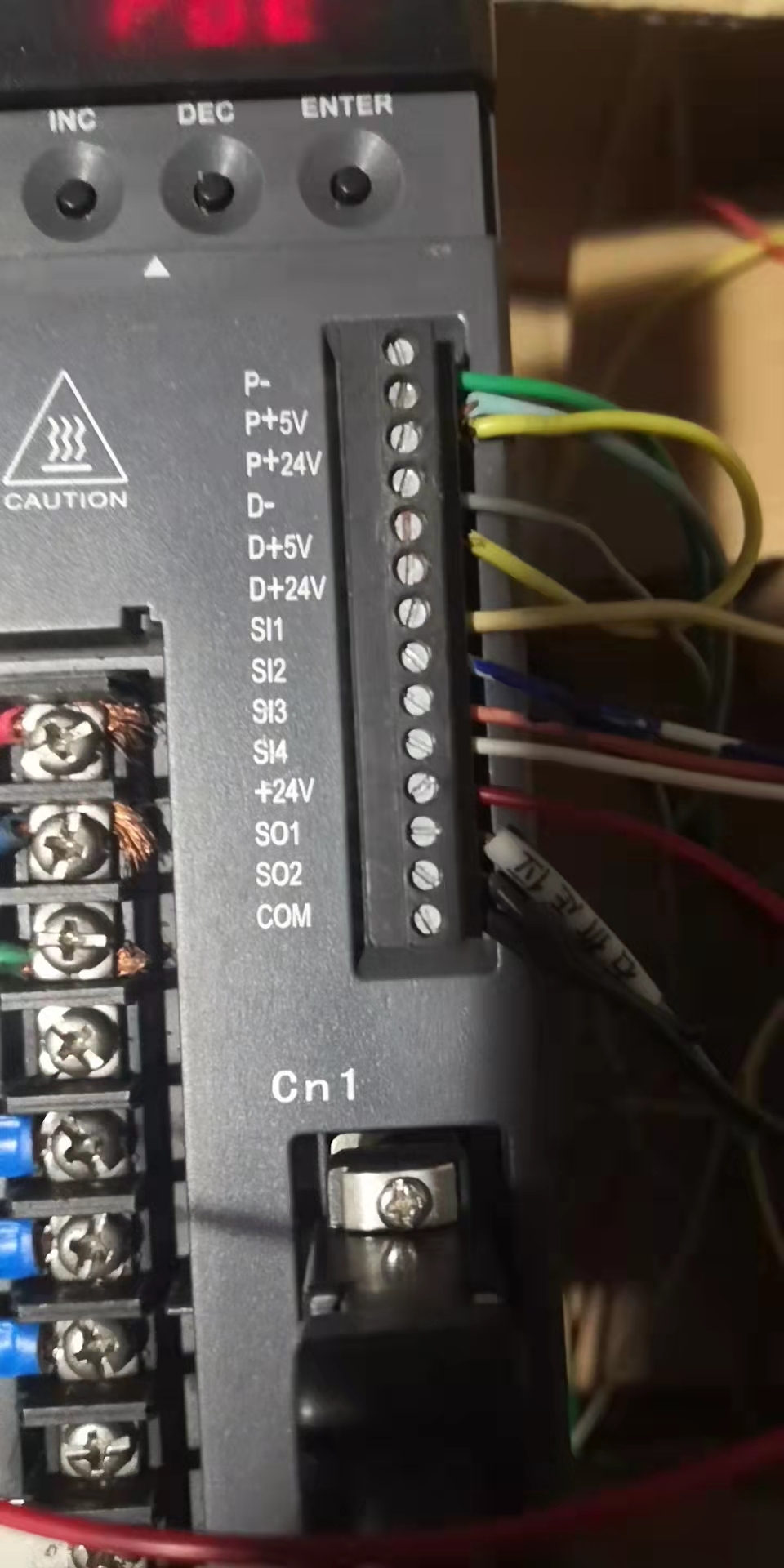
案例程序5 伺服精准同步程序,西门子200 PLC与信捷DS2伺服通讯程序,可以实现同步运动。 将编码器直接连接到伺服驱动器上,然后通过plc的MODBUS RTU通讯,实时修改伺服驱动器的齿轮比,进行同步速度的调节,这种方法几乎没有延迟,精度较高,适合一些对同步速度要求比较高的场合。 触摸屏采用威纶通,可进行定制。 附带伺服驱动器手册、接线图、驱动器参数设置说明等

最近在做一个项目,需要实现西门子200 PLC和信捷DS2伺服的精准同步运动。这个需求听起来有点复杂,但实际做起来还挺有意思的。今天就来分享一下这个案例程序,顺便聊聊其中的一些技术细节。
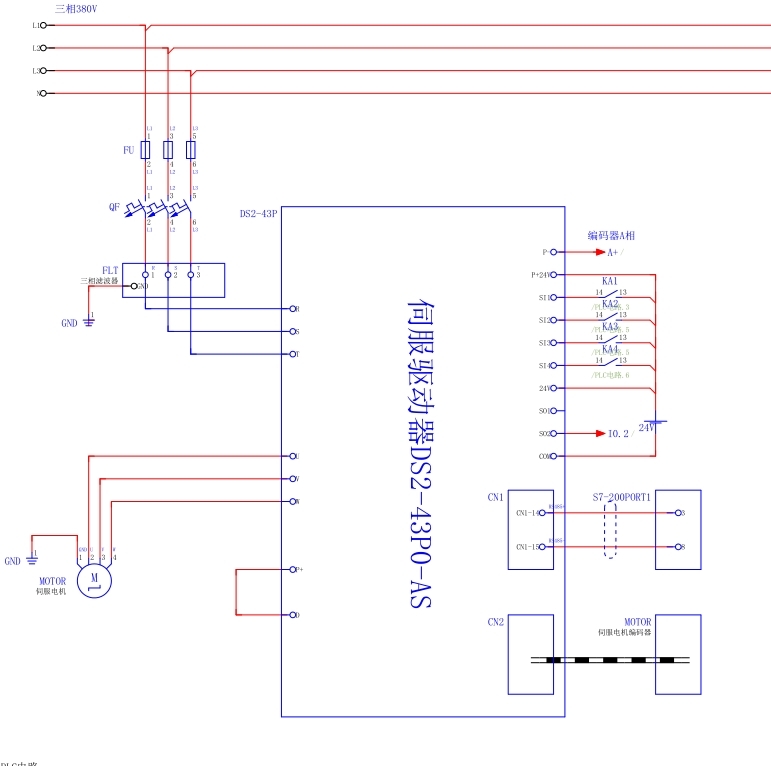
首先,我们得把编码器直接连接到伺服驱动器上。这一步很关键,因为编码器是反馈位置和速度的核心部件。通过这种方式,我们可以实时获取运动状态,确保同步的精度。
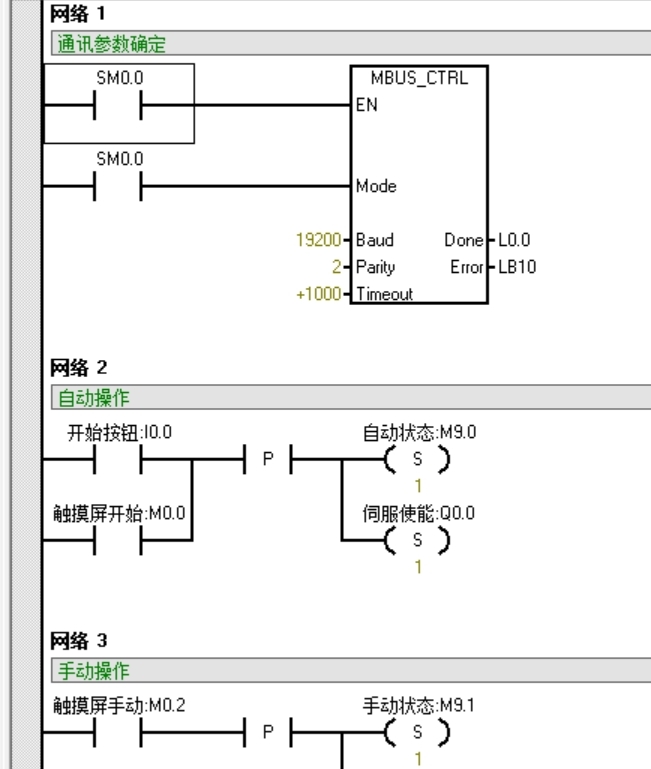
接下来,通过PLC的MODBUS RTU通讯,实时修改伺服驱动器的齿轮比。这个操作听起来有点高级,但其实原理很简单。我们通过MODBUS协议,向伺服驱动器发送指令,调整齿轮比,从而改变伺服电机的转速。这种方法几乎没有延迟,精度也相当高,特别适合那些对同步速度要求比较高的场合。
下面是一段简单的代码示例,展示了如何通过MODBUS RTU通讯修改伺服驱动器的齿轮比:
// 初始化MODBUS通讯
MODBUS_Init(COM1, 9600, 8, 1, NONE);
// 设置伺服驱动器的齿轮比
MODBUS_Write(1, 0x2000, 100); // 将齿轮比设置为100这段代码首先初始化了MODBUS通讯,然后通过MODBUS_Write函数向伺服驱动器发送指令,将齿轮比设置为100。这里的0x2000是伺服驱动器中齿轮比参数的地址,100是我们想要设置的齿轮比值。
在实际应用中,我们还需要根据编码器的反馈,动态调整齿轮比,以确保同步的精度。这个过程可以通过PLC的定时中断来实现,每隔一段时间读取一次编码器的值,然后根据这个值调整齿轮比。
// 定时中断处理程序
INTERRUPT Timer1_ISR()
BEGIN
// 读取编码器的值
encoder_value := MODBUS_Read(1, 0x3000);
// 根据编码器的值调整齿轮比
IF encoder_value > target_value THEN
MODBUS_Write(1, 0x2000, gear_ratio + 1);
ELSE IF encoder_value < target_value THEN
MODBUS_Write(1, 0x2000, gear_ratio - 1);
END_IF;
END这段代码展示了如何在定时中断中读取编码器的值,并根据这个值动态调整齿轮比。targetvalue是我们期望的编码器值,gearratio是当前的齿轮比。通过这种方式,我们可以确保伺服电机的转速始终与目标值保持一致。
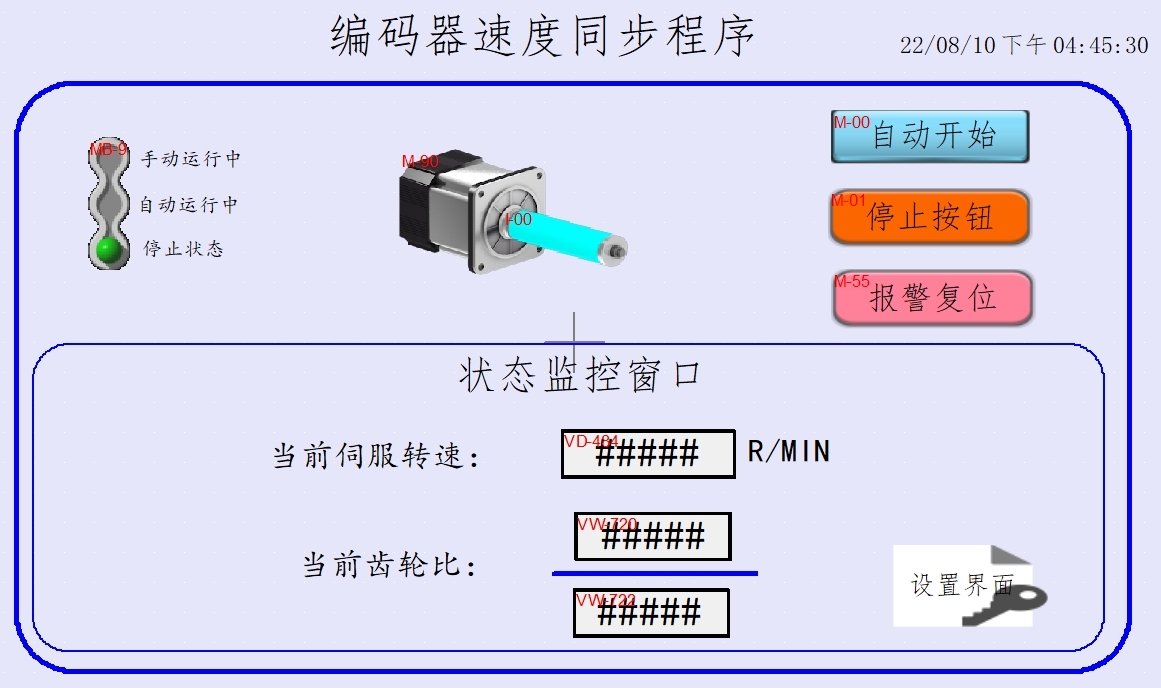
最后,触摸屏采用威纶通,可以进行定制。通过触摸屏,我们可以方便地监控和调整伺服电机的运行状态,比如设置目标速度、查看当前速度等。触摸屏的界面设计可以根据实际需求进行定制,操作起来非常直观。
总的来说,这个案例程序通过PLC和伺服的通讯,实现了精准的同步运动。虽然涉及到一些技术细节,但通过合理的代码设计和调试,最终的效果还是相当不错的。如果你也有类似的需求,不妨试试这个方法,相信会有不错的效果。
附带伺服驱动器手册、接线图、驱动器参数设置说明等,这些资料在实际调试中非常有用,建议仔细阅读。希望这篇文章对你有所帮助,如果有任何问题,欢迎留言讨论。

火山引擎开发者社区是火山引擎打造的AI技术生态平台,聚焦Agent与大模型开发,提供豆包系列模型(图像/视频/视觉)、智能分析与会话工具,并配套评测集、动手实验室及行业案例库。社区通过技术沙龙、挑战赛等活动促进开发者成长,新用户可领50万Tokens权益,助力构建智能应用。
更多推荐
 5
5 0
0- 0



 已为社区贡献5条内容
已为社区贡献5条内容

所有评论(0)