汇川小型机H5U编写程序:设备配置与功能详解
这可不是普通的速度模式,摆杆位置传感器(用的0-10V模拟量输入)实时喂给H5U的AI模块,在PLC里做归一化处理后直接动态修改主轴速度。要说遗憾就是H5U的EtherCAT扩展模块还没玩透,下次试试用时间戳同步多个轴的动作。设备程序分段明确采用梯形图编写更加方便,直观,易懂各个伺服轴密切配合,实现收放卷pid调节,以及切刀控制调整产品裁切的位置,冲孔等工序。设备采用回转hu小型机编写程序不含的硬
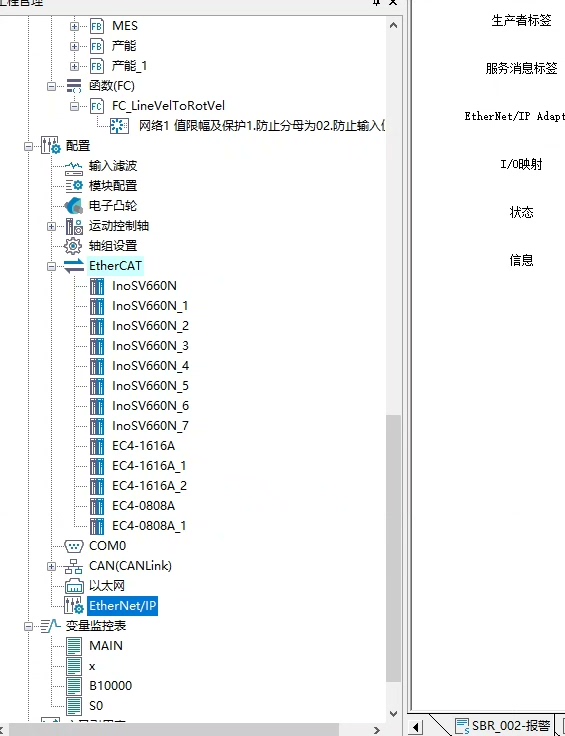
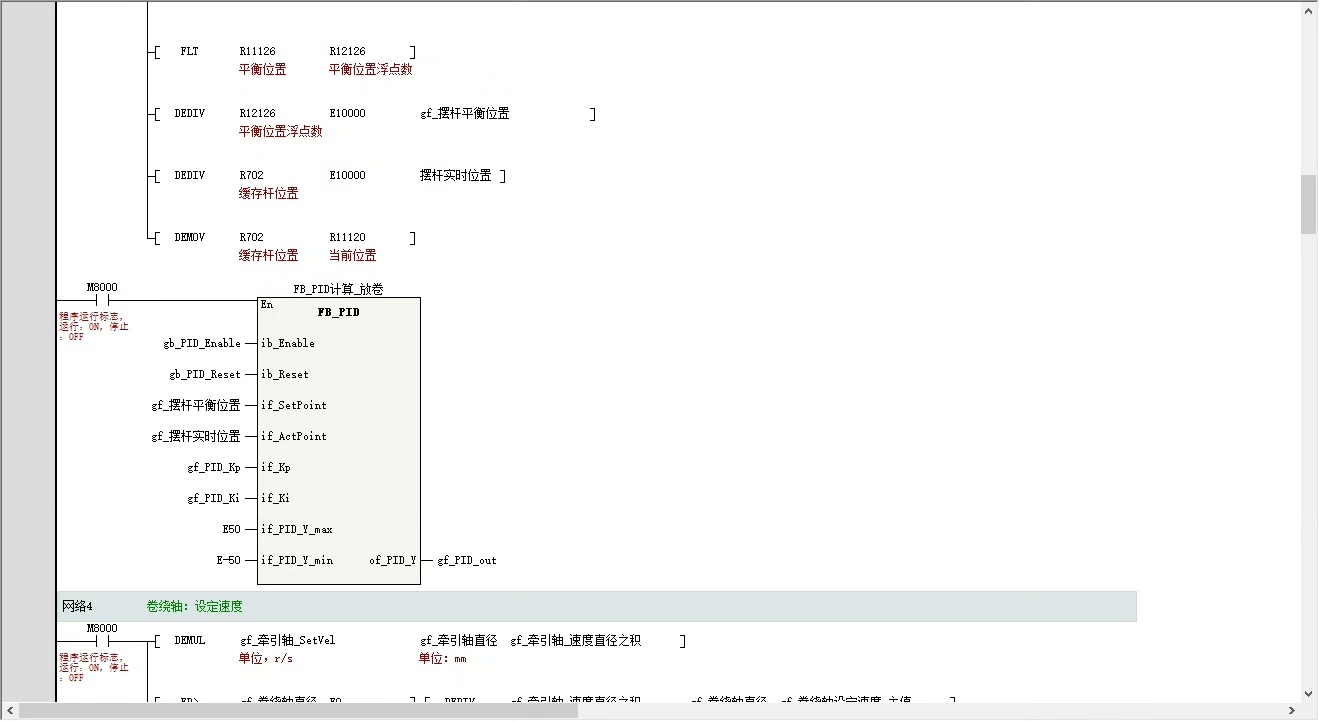
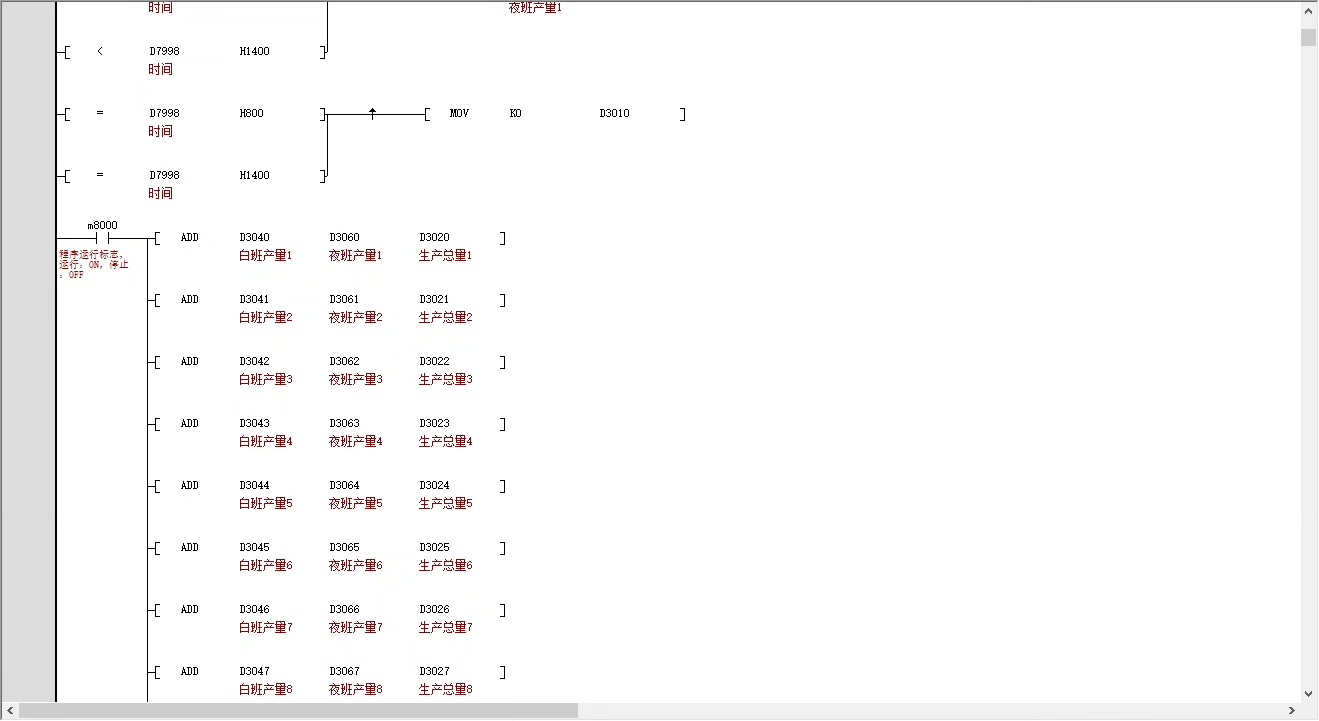
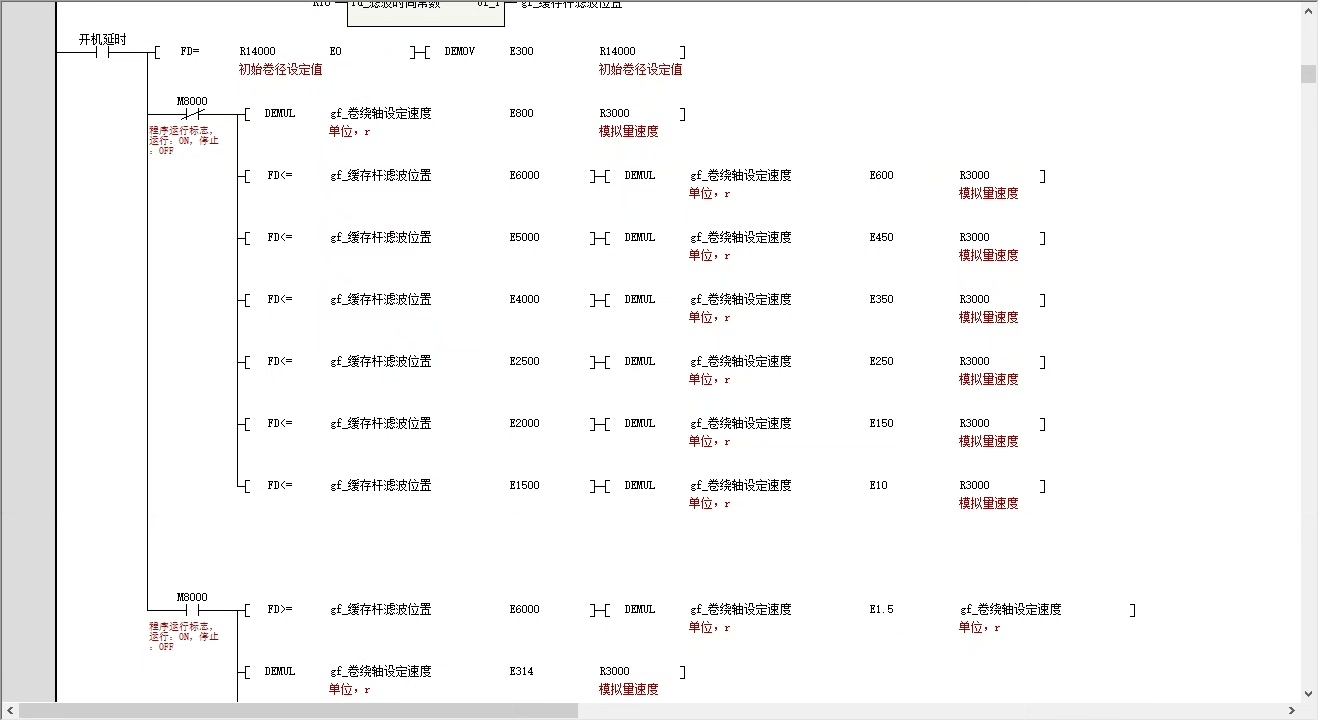
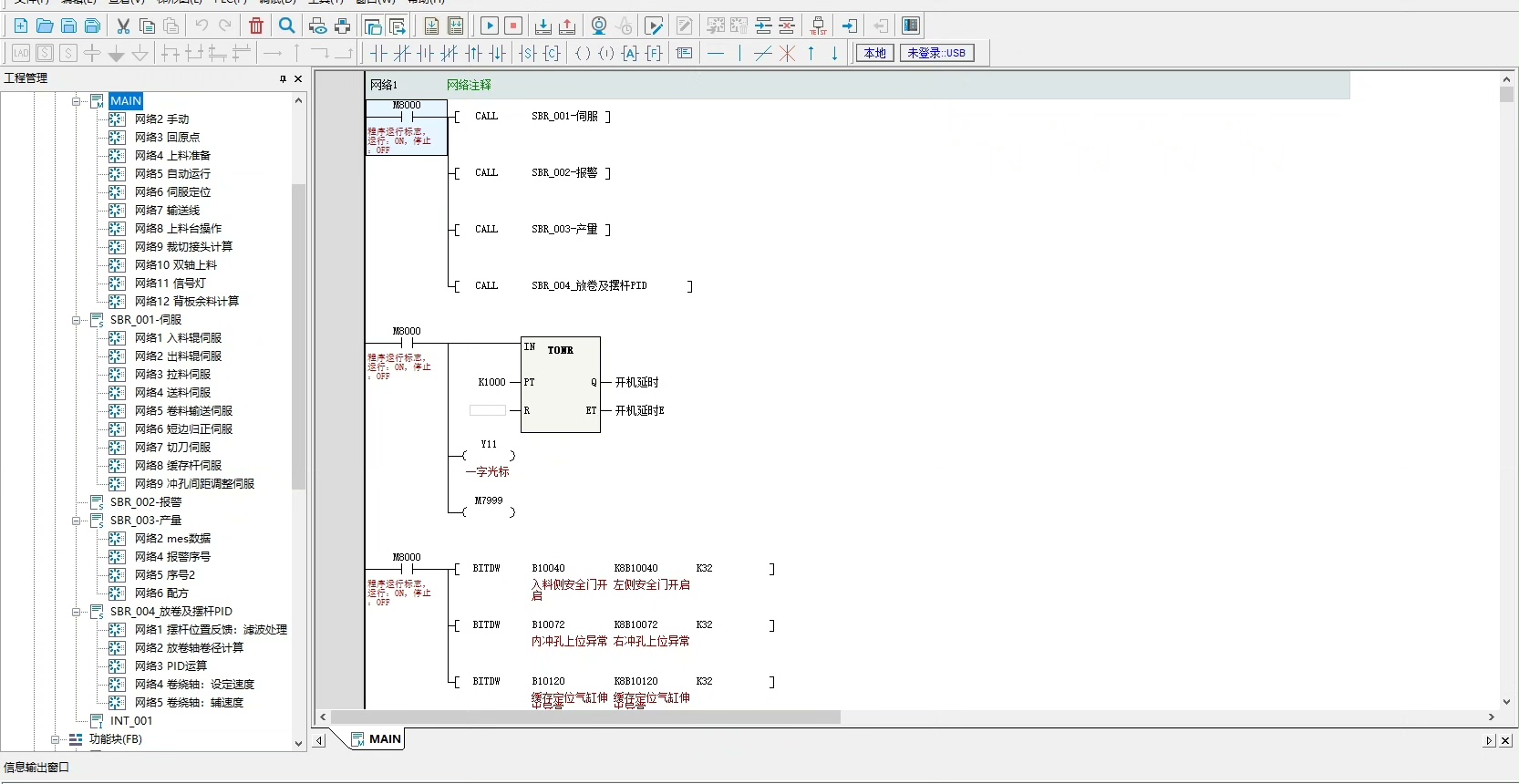
汇川小型机 H5U编写程序 设备采用回转hu小型机编写程序不含的硬件配置有ECT的总线,包括汇川660系列伺服驱动器以及Io模块。 设备程序分段明确采用梯形图编写更加方便,直观,易懂各个伺服轴密切配合,实现收放卷pid调节,以及切刀控制调整产品裁切的位置,冲孔等工序。 设备还包括产能统计按天半小时以及和mass进行数据交互以及设备的多配方处理。 通过张力摆杆的位置数据反馈来进行卷绕轴的速度调整
汇川H5U小型机在工业现场搞运动控制是真的香,尤其是搭配自家660系列伺服驱动器的时候。昨天刚给一台薄膜分切机做完程序,现场几个伺服轴联动的丝滑程度堪比德芙巧克力。重点说说那个张力摆杆闭环控制——这玩意儿直接关系到卷材会不会起皱。
先甩段梯形图的轴控程序结构:
|--[MC_MoveVelocity]--(Axis1)-->
| | Velocity:=RealTimeCalc(摆杆位置)
| | Acceleration:=500
|
|--[MC_GearIn]-----------(Axis2)-->
| | Master:=Axis1
| | Ratio:=1.2 这可不是普通的速度模式,摆杆位置传感器(用的0-10V模拟量输入)实时喂给H5U的AI模块,在PLC里做归一化处理后直接动态修改主轴速度。注意加速度参数别超过伺服驱动器的s曲线限制,上次有个哥们设了2000直接把膜给扯断了。

PID调节部分用ST语言写反而更清爽:
PID_Calc(IN := ActualTension,
PV := PositionFeedback,
OUT => SpeedAdjust,
Kp := 3.2,
Ki := 0.05,
DeadBand := 0.03);这里有个坑,死区设定要比摆杆机械间隙大个20%,否则会持续震荡。现场调试时拿万用表量着驱动器模拟量输出,看着波形调参数比啥仿真都管用。
配方管理直接上结构体数组:
TYPE Recipe_Struct :
STRUCT
CutLength : REAL;
HoleDiameter : ARRAY[1..6] OF REAL;
TensionSetpoint : REAL;
END_STRUCT
VAR
Recipes : ARRAY[1..50] OF Recipe_Struct;存50组配方完全够用,关键是H5U的掉电保持区要分配够。遇到个骚操作——用二维码扫描枪往D区直接写参数,比触摸屏翻页选配方快多了。
最后说说和MES的数据交互,Modbus TCP走起:
MB_SERVER(ENABLE:=TRUE,
CONNECT:=1,
IP_ADDR:='192.168.1.100',
TX := DB_ProductionData,
RX := DB_MESCommand);半小时产能统计用了个环形缓冲区,每30分钟自动生成CSV格式日志。注意TCP连接的心跳包要设成5秒一次,之前网络闪断导致数据丢包真是要命。
现在这设备切0.1mm的PET膜跟切豆腐似的,冲孔精度能到±0.3mm。要说遗憾就是H5U的EtherCAT扩展模块还没玩透,下次试试用时间戳同步多个轴的动作。

中国智能体开发者社区,聚焦智能体与大模型开发,提供前沿资讯、实用工具链、开源项目及行业案例。通过技术沙龙、开发者大赛等活动,促进经验交流与协作,助力开发者快速构建创新智能应用。
更多推荐
 3
3 0
0- 0



 已为社区贡献4条内容
已为社区贡献4条内容

所有评论(0)